一、
防爆电器结构
隔爆型电气设备是依靠一个所谓的“隔爆外壳”(包括表面温度)来实现防爆的,因此在机械结构上,制造一个符合要求的隔爆外壳是这种防爆型式的关键所在,而且在机械强度符合要求的情况下,机械加工便是重中之重。
为了很好地加工隔爆型交流电动机的隔爆外壳,人们必须熟悉和掌握这种电机的外壳结构,即隔爆结构。通常,隔爆型交流电动机的典型结构如图2l所示。
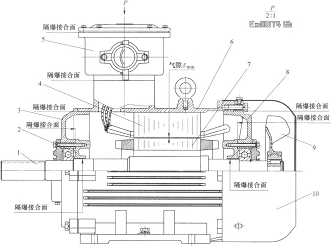
图21 隔爆型交流电动机隔爆结构示意图
1-轴;2-轴承内盖;3-前端盖;4-定子绕组;5-接线盒;6-机座;7-转子绕组;8-后端盖;9-外风扇;10-风扇罩
从图2l可以看出,这是一台防爆标志为Exd 1I BT4 Gb的隔爆型交流电动机。它主要是由定子、转子、端盖和接线盒组成的。定子的机座和端盖、端盖和轴承内盖、轴承内盖和轴、接线盒和定子的机座之间构成电机主空腔的隔爆结构。另外,接线盒内接线板(图中未示出)和接线盒座、接线盒盖和接线盒座之间构成电机接线盒的隔爆结构。所有这些隔爆结构就构成了隔爆型交流电动机的隔爆外壳。
在机械强度符合要求的情况下,只要隔爆型交流电动机的这些隔爆结构符合要求,而且它的最高表面温度不超过其温度组别的温度值,这种电机就可以防爆了。
二、安全要求
1、对隔爆外壳隔爆结构提出的防爆安全要求
对于隔爆型电气设备来说,在结构强度满足要求的情况下,保证隔爆结构的各个参数和参数值符合防爆标准要求是实现防爆安全性能的主要安全要求之一。这些参数和参数值如下:
①隔爆接合面长度不得小予设计最小值(且不水予标准规定值)。
②隔爆间隙不得大于设计最大值(且不大于标准规定值),配合尺寸不得超差(包括平面度)。
③隔爆面表面粗糙度等于Ra6.3um(圆筒式配合和平面式配合)和Ra3.2pm(轴-孔式配合)。
上述的这些参数和参数值同样适用于隔爆型交流电机。
2.隔爆型防爆外壳零件的机械加工
隔爆型电气设备隔爆外壳零件的机械加工应该按照机械加Sill艺要求进行。因此,在隔爆外壳零件机械加工之前,人们应该遵守第5章所述的基本原则并参照第7章第7.2节示例来编制相应的机械加工工艺规程和机械加工工序卡片,并在加工时严格按照这些机械加工工作卡垮讲行作业。这样原则上就可以保证隔爆外壳的加工质量.
这里仅以隔爆型三相异步电动机的机座、端盖和转子的机械加工工序卡片为例来讨论这 种防爆型式电机隔爆外壳零件机械加工的机械加工工序卡片的编制方法。
(1)机座机械加工
在图21中,机座为铸铁材质(H他50)。机座上需要机械加工的部位有多个,例如轴伸端和非轴伸端的内圃面的加工。这两端的内圆表面分别与前、后端盖的外圆表面构成隔爆接合面结构。这里编制机座的“机械加工工艺过程卡片”及工序号6(精车轴伸端止口)的“机械加工工序卡片”,分别如表9和表10所示。
从表9可以看出,机座的机械加工需要经过多道工序才能完成,这里仅选择工序号6(精车轴伸端止口)进行介绍。
表10表示,除粗加工外,轴伸端机座内圆面(精加工)至少需要3个工步进行加工才能保证加工面(隔爆面)符合设计要求。
这里需要指出的是,在各种机械加工工序卡片中,在确定机床主轴转速、切削速度、进给量、切削深度和进给次数等参数值时,人们应该综合地考虑加工表面的加工表面质量等因素的影响(参见第5章第5.3.3节)。
(2)端盖机械加工
在图21中,端盖为铸铁材质(H-1250)。在端盖上与防爆安全性能有关的部位有多个。这些部位都必须经过机械力u-r_,例如端盖外圆表面。它与机座两端的内圆表面构成隔爆接合面结构。这里以轴伸端端盖(前端盏)为例编制“机械加工工艺过程卡片”和工序号3(精车轴承室端)的“机械加II序卡片”,分别如表11和表12所示。
表12指出,除粗加工外,轴伸端端盖外圆面(隔爆面)至少需要2个工步才能完成加工。
这里值得注意的是,在这种端盖上与机座配合的隔爆尺寸(外径)分为两段,一个公
称值,两个公差值。加工面的外段尺寸小,里段尺寸大;在计算隔爆间隙值时,以小尺寸为依据。这样的尺寸是为装配方便而提出的,机械加工时应该予以注意,不得随意调整和改变。
(3)转子机械加工
转子机械加工有两处,即两道工序:车削转子外圆和磨削转子轴。
车削转子外圆又分为两个工步:粗车和精车。
磨削转子轴(精加工)又分为4个工步:磨轴头、磨轴承凸台、磨隔爆面凸台和磨风扇凸台。
转子机械加工的“机械加工工艺过程卡片”和工序号1(车转子外圆)、工序号2(精磨各挡尺寸)的“机械加工工序卡片”,分别如表13-表15所示。
综上所述,这里列举的隔爆型交流电动机隔爆外壳的机械加工遵循了机械加工工艺规程的编制原则。例如,机座和端盖的加工选用车削工艺、转子轴的精加工选用磨削工艺都能够满足设计要求(符合表5.1)。至于隔爆型交流电动机隔爆外壳其他部位的机械加工,读者可以参照这些思考方法,提出更好的机械加工工艺保证措施,满足隔爆型电气设备的防爆安全性能。
这里应该指出的是,由于各
防爆正压柜企业的实际生产条件不同,例如机械加工设备、工装夹具、操作人员素质等,机械加工工艺规程的具体内容可能是不同的,这一点应该引起工艺人员的注意。