防爆电气设备装配工艺规程制订示例分为两类:小批量产品的和大批量产品的。这样的分类,没有一个明晰的划分界限;它们的装配工艺规程既有着相同的形式又有着不同的形式。这里予以简单的讨论。
1.示例:小批量产品装配工艺规程制订
【例3】 现制订一种特种用途的隔爆型电气分线箱(图7)装配工艺规程。型号规格:FXX380/410,防爆标志:ExdlIBT6 Gb,生产批量:6台。根据对施工图样的分析,企业现有工装设备完全能够满足装配需要。
图7表示的是一个由三相五线制(TN.S系统)方式供电的隔爆型电气分线箱:一路输入,三路输出。由于电流不大,所以电缆引入装置采用同一型号的。
这是一种生产批量不大、结构简单的设备,只使用装配系统图作为指导性的装配工艺文件。
(1)划分装配单元和确定装配顺序
1)戈Ⅱ分装配单元
按照总装配图,把它分为3个装配单元:分线板部件、箱体组件和盖子组件,然后总成装配。
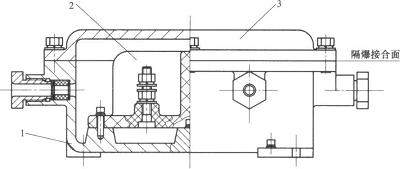
图7 隔爆型电气分线箱总装配图不意图
1-箱体组件 2-分线板部件 3-盖子组件
2)确定装配顺序
按照总装配图,绘制装配系统图(图8)。按照装配系统图基本上就可以确定装配顺序。
在这个装配系统图中,没有给出紧固用的螺钉、垫圈(平垫圈和弹簧垫圈)的规格和数量,因为在设备总装配图中已经列出,这里不再重复。下面的例4也是如此。
(2)确定检验内容和所用器具
对于隔爆型电气分线箱,主要检验项目为:
①箱体与盖子之间的隔爆间隙不得大于0.20mm,使用塞尺检查。
②绝缘电阻不应小于0.5Mlq,使用500V级兆欧表检测。
在这个示例中,3个组件(部件)可以同时分别地进行组装,然后总成装配。这样就可以缩短装配时间,提高生产效率。
2.示例:大批量产品装配工艺规程制订
【例4】 现制订隔爆型磁力起动器(图9)装配工艺规程。磁力起动器由三相五线制方式(TN—S系统)供电和配电,一路输入,一路输出;额定电压为380V,额定输出电流为20A(每路);箱体分为主空腔和接线盒空腔。
防爆正压柜型号规格:BQC一20/380;防爆标志:Exd II BT4 Gb;生产批量:500台。
根据对施工图样的分析,企业现有工装设备完全能够满足装配工艺需要。
这是一种生产批量较大、结构较为复杂的设备,应该绘制装配系统图和编制装配工艺规程作为指导性的装配工艺文件。
(1)绘制装配系统图
1)划分装配单元
按照总装配图,把它分为4个装配单元:主箱体(部件)、主箱盖子(组件)、接线盒箱体(组件)和接线盒盖子(组件),然后总成装配。
①在主箱体内部底板上安装交流接触器(CJ20-25),侧壁安装端子套,外部设有外接地端子。
②在主箱盖子上安装的电气元器件:按钮(起动和停止)和信号指示灯(电源、运行)。
③在接线盒箱体上除内接地端子外无电气元器件。
④在接线盒盖子上无电气元器件。
2)绘制装配系统图
按照装配单元,主箱体(部件)、主箱盖子(组件)和接线盒箱体(组件)可以分别成装
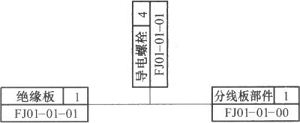
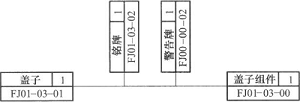
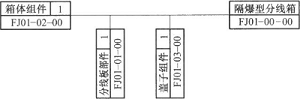
图8 隔爆型电气分线箱装配系统图
a)分线板部件b)箱体组件C)盖子组件d)分线箱总成同时进行装配。然后在这些部件、组件之间配线后和接线盒盖子(组件)总成装配完成。
按照总装配图和装配单元绘制隔爆型磁力起动器的装配系统图,如图7.10所示。
按照图7.10所示装配系统图,人们可以接顺序进行隔爆型磁力起动器组件、部件和总成装配。
(2)编制装配工艺规程
根据装配系统图(装配单元),分别编制相应的机械装配工艺过程卡片、机械装配工序卡片和机械装配检验卡片以及电气装配工艺卡片和电气检验卡片。
1)编制机械装配工艺卡片
①这里以主箱盖子(组件)为例,编制机械装配工艺过程卡片和工序号l(按钮组装)的机械装配工序卡片,如表7和表8所示。
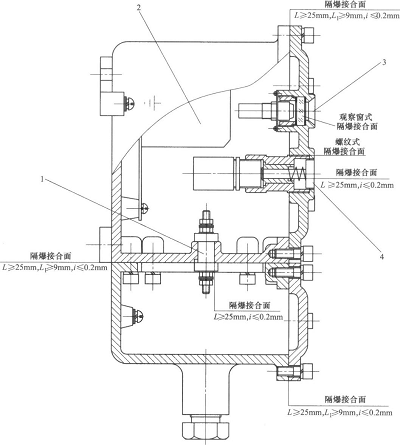
图9 隔爆型磁力起动器总装配图示意图 1-端子套 2-交流接触器、热过载继电器 3-指示灯 4-按钮
表8表示的是表7中工序号1(按钮组装)的机械装配工序卡片;表7中工序号2(信号灯组装)的机械装配工序卡片,请读者自行编制。
②按照机械装配工艺过程卡片和相关机械装配工序卡片完成隔爆型磁力起动器机械装配以后,人们应该编制机械装配检验卡片(表9),以检查它的隔爆参数。
这里需要指出的是,对于隔爆型电气设备,机械装配检验卡片的检验内容,主要是平面式隔爆接合面的耦合间隙,而不是其他的。因为圆筒形隔爆接合面的结构间隙在装配前机械加工时就得以满足,而平面式的就不同,除机械加工保证的平面度可以反映出两平面耦合后的间隙外,由于某些原因(例如耦合面上有固体异物没有被清除等),装配也可能导致耦合后的间隙增大,所以平面式隔爆接合面结构的耦合间隙(隔爆间隙)是装配后必须检验的项目,不可掉以轻心。
2)编制电气装配工艺卡片
隔爆型磁力起动器的电气装配工艺卡片和电气装配检验卡片如表10和表11所示。
磁力起动器的其他装配单元和总装装配的装配工艺过程卡片和装配工序卡片,请读者自行编制。
上述两个示例,仅仅是向人们提供一种参考,各个企业应根据自身的具体情况设计出适合自己的装配工艺规程。