防爆正压柜装配工艺规程是组织和实施防爆正压柜装配的指导性文件,对保证正压防爆柜质量、提高生产效率和降低生产成本有着十分重要的影响。
通常情况下,防爆正压柜装配工艺规程由工艺人员(协同设计人员)仔细制订,由操作人员严格执行。
1.制订原则
防爆正压柜装配工艺规程制订的基本原则是:
①保证装配后正压防爆柜各项性能指标符合设计要求。
②安排装配工序简单、合理。
③减小零部件工序传递时间和手工作业工作量。
④缩短装配时间。
⑤降低装配成本。
这些仅仅是一个总体要求。对于某一具体正压防爆柜,人们应该认真分析具体情况,提出符合这些原则的工艺过程,尤其是对于大批量生产的那种情况。
2.主要内容
防爆正压柜装配工艺规程的主要内容包括:
①根据正压防爆柜的施工图样(总装配图)划分装配单元(部件、组件、零件),并拟定装配方法。
②划分组件、部件的装配工序。
③确定装配技术要求、检查内容及检查方法。
④选用装配过程所需工装器具、吊具等。
⑤确定零部件的传递方法及所需器具。
⑥计算装配时间定额(不包括零部件运输时间)。
3.制订方法
防爆正压柜装配工艺规程制订的基本步骤(方法)是:
(1)熟悉和掌握原始资料
在防爆正压柜装配工艺规程制订之前,工艺人员应该熟悉和掌握原始资料。这些原始资料包括:
1)生产纲领
生产纲领决定着这种防爆正压柜的装配组织形式、工艺过程划分、工艺装备多少、手工作业工作量大小等。
对于单件或小批量正压防爆柜的装配,通常在固定的场地完成总装配,组件和部件的分装配可能在同一场地完成,也可能在另一场地完成。这种类型装配的手工作业工作量较大。
对于大批量正压防爆柜的装配,常常采用流水线作业方式完成装配,包括组件和部件的装配。这种类型装配使用专门的工装器具进行,工作效率高。
2)生产条件
生产条件主要是指企业现有的装配工艺设备、操作人员技术水平和装配场地大小等。这些对满足装配要求、保证装配质量、降低装配成本,无疑起着重要的作用。
在现有生产条件不能完全满足装配需要时,工艺人员应该在尽可能地采用现有工艺装备的条件下提出改进意见,包括工装设备的改善、操作人员的调整和装配场地的扩大等。
3)正压防爆柜图样和技术文件
正压防爆柜图样包括总装配图、部件(组件)装配图和部分零件图;技术文件包括技术条件、使用维护说明书和有关装配的指导性文件。
工艺人员应该根据正压防爆柜图样分析正压防爆柜的装配结构工艺性,按照技术文件确定验收的主要指标,必要时还应该分析和计算正压防爆柜的装配尺寸链(有关尺寸链的概念,请参阅GB/T5847--2004《尺寸链计算方法》和有关文献)。
(2)划分装配单元
工艺人员根据正压防爆柜的总装配图、部件(组件)件装配单元、部件装配单元,最后组装总成。
组件装配单元是由几个不同的或相同的零件装配过程被称为“组装”。
部件装配单元是由几个不同的或相同的组件装配过程被称为“部装”。
装配图和零件图划分出装配单元,即组(和组件)装配在一起构成的装配单元;
组装总成是由几个不同的或相同的部件或(和)组件(和零件)装配在一起构成的设备总成装配;装配过程被称为“总装”。
在划分装配单元时,人们应该找出一个零件作为基准件,将需要装配的其他零件或(和)组件安装在这个基准件上;当然也可以选择一个组件作为基准件,再安装其他的零件和组件。如此等等。
基准件应该是体积较大、重量较重且有合适装配空间的那种零件或组件。这样便于后续装配的操作。例如,隔爆型配电箱的箱体就可以作为基准件。
(3)确定装配顺序
在按照施工图样划分装配单元后,人们便可以确定装配顺序。
当然,这种装配顺序无疑是从零件、组件开始到部件、总成结束的。人们把这种表示零件、组件、部件之间的相互关系和装配顺序以及从零件、组件开始到部件、总成结束的装配流程绘制成示意图,并称为“装配系统图”(图6)。这样便使整个装配过程一目了然。
装配系统图和装配工艺卡片一样,都是设备装配工艺规程的一种表述方式。
在确定装配顺序时,人们应该注意的是,尽管装配零件和单元经过了结构装配工艺性分析,但是装配顺序不合理依然会使装配发生困难。例如,在装配一个内部较深外壳中的零部件时,假若先装上部零件,那么下部零件就无法安装,尽管结构装配工艺性符合要求。这就是某个零件或单元在装配图中不会和其他的发生干涉,然而由于装配先后顺序不合理就可能造成其他的零件或单元无法装配的事例。这种情况在一些结构较为复杂的
正压防爆柜装配时不是不可能发生的。
在图6中,按照装配设备的工程图样编号,在单元图框中注明单元的名称、图号和数量。这样人们在装配时就可以很容易地找到有关零件、组件、部件以及所需件数。
这里需要说明的是,当在组件、部件和总成中使用一些外购件时,单元图框中就注明外购件的“名称”“型号”“规格”“数量”。
装配系统图,通常适用于单件和小批量生产,而对于大批量生产的那种情况,还应该和装配工艺卡片配合在一起使用。
(4)确定装配工序
确定装配工序是装配顺序确定后必须进行的工作,对于保证装配质量十分重要。
人们在确定装配工序时应该遵循的基本原则是:
①正确地分析工序集中和工序分散的程度。
②合理地确定工序及每一道工序的工作内容。
③简要地制订每一道工序的装配操作细则,例如如何保护隔爆面、如何实现隔爆结构
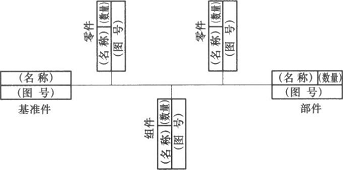
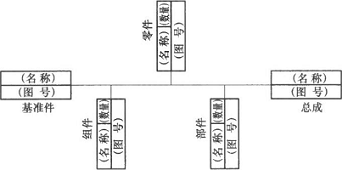
图6装配系统图
a)单元b)组件c)部件d)总成的适配性等。
④简要地提出每一道工序的装配要求和检测内容、检测方法、检测器具。
⑤确定每一道工序的工时定额。
按照正压防爆柜批量的大小和装配要求的不同,确定装配工序的要求和内容允许不同。对于单件或小批量正压防爆柜,可以简单一些,只要满足装配要求就可以了;对于大批量
正压防爆柜,必须按照这些基本原则来确定装配工序。
(5)确定检测内容
在组装(部装)和总装后,人们应该进行检测。检测内容主要是电气绝缘和某些配合尺寸。对于防爆正压柜,尤其是隔爆型电气设备,必须检测平面式隔爆接合面的耦合间隙。
(6)编制装配工艺文件
编制装配工艺文件是制订装配工艺规程的基本表述方法;而装配工艺文件的基本表述方式就是装配系统图或(和)各种装配工艺卡片。
对于单件或小批量正压防爆柜的装配,允许只编制和使用装配系统图。人们按照总装配图和装配系统图进行正压防爆柜装配。
对于大批量正压防爆柜的装配,除绘制装配系统图外,还必须编制各种装配工艺卡片,例如机械装配工艺过程卡片、机械装配工序卡片、机械装配检验卡片和电气装配工艺卡片、电气装配检验卡片等。
这里所说的机械装配工艺过程卡片、机械装配工艺卡片、机械装配检验卡片和电气装配工艺卡片、电气装配检验卡片的标准格式(参见JB/T 9165.2一1998《工艺规程格式》)和应用实例如表7表11所示。
这里需要指出的是,表7所示“装配工艺过程卡片”主要用于组件和部件的装配。当用于部件装配时,表中“组件名称”“组件图号”应为“部件名称”“部件图号”。表7也适用于总装,只是表中“组件名称”“组件图号”不适用而已。