防爆电气机械加工工艺规程的主要表现形式是机械加工工艺卡片,通常包括机械加工工艺过程卡片、机械加工工序卡片和机械加工工序检验卡片、机械加工检验卡片。这里仍然以隔爆型电气分线箱箱体机械加工为例分别予以简要的说明。
1.编制机械加工工艺过程卡片
根据上述的机械加工路线和相关分析可知,隔爆型电气分线箱箱体机械加工可以分为5道工序完成。机械加工工艺过程卡片如表1所示,列出了5道工序的工序内容、工装器具和有关质量检验的相关内容。
2.编制机械加工工序卡片
由隔爆型电气分线箱箱体机械加工工艺过程卡片(表1)可知,工艺人员应该按照每一道工序来编制机械加工工序卡片。
隔爆型电气分线箱箱体机械加工的第1道工序(工序号1,车隔爆面和内腔凸台平面)的工序卡片如表7.2所示。
这里需要指出的是,在确定机床主轴转速、切削速度、进给量、切削深度和进给次数等参数值时,人们应该综合地考虑加工表面的加工表面质量等因素的影响。
隔爆型电气分线箱箱体的其他机械加工工序的工序卡片,请读者自行提出。
3.编制机械加工工序检验卡片
在机械加工过程中,加工人员应该在每一道工序之后填写机械加工工序检验卡片。
隔爆型电气分线箱箱体机械加工的第1道工序(工序号1,车隔爆面和内腔凸台平面)的工序检验卡片如表7.3所示。
隔爆型电气分线箱箱体的其他机械加工工序的工序检验卡片,请读者自行提出。
4.编制机械加工检验卡片
在机械加工完成后,专职检验人员应该按照施工图样(例如NY01.01.01)上标注的机械加工尺寸对零件进行全面检验,并填写机械加工检验卡片。
隔爆型电气分线箱箱体的机械加工检验卡片如表4所示。
这里需要注意的是,在表4中出现了隔爆面宽度不合格的情况,这在检验中时有发生。这样的零件不符合图样设计要求,但是符合防爆标准规定值,根据具体情况,原则上仍然可以用于产品中,只不过它不是优质品。
另外,这里还必须指出的是,凡是图样上标注的机械加工尺寸都必须检查。而且,在检验各种参数时,人们应该以一个参数的多个可能测量值中最小或最大的那个为考核依据。例如,对于外法兰式隔爆面的隔爆面宽度(L,L1),应该在法兰平面的多处进行测量,以测量值中最小的那个为依据进行评判,如图2所示。
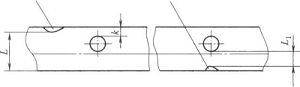
图2 隔爆面宽度最小值测量不例
1、2--缺陷
在图2中,隔爆面上有两个缺陷1和2。隔爆面的宽度以实际测得值为评判依据。图示表示,螺孔周围厚度k不受缺陷的影响。
在隔爆面上的缺陷不影响相关尺寸时,这种缺陷允许不予计较,或者允许修补再用(有关隔爆面上缺陷的判定和修复,参见GB 3836.13—1997《爆炸性气体环境用电气设备第13部分:爆炸性气体环境用电气设备的检修》)。
以上讨论的隔爆型电气分线箱箱体机械加工示例,仅仅是告诉人们制订机械加工工艺规程(文件)的过程,不在于示例中所讨论的加工方法如何。由于不同的企业有不同的制造条件,一个零件的加工可以有各种不同的工艺路线和加工方法,例如工序的划分就可能有几种方法,所以人们应该认真分析零件的技术要求和自身的现有工艺条件来编制适合自己的机械加工工艺规程(文件)。