在砂型铸造中,型芯也称“芯子”,是指为获得防爆正压柜铸件的内腔形状或局部外形,用芯砂或其他材料制成的,安放在铸型型腔内部的铸型组元。根据
防爆正压柜铸件形状的不同,型芯有多种形式,例如自带型芯、水平型芯、垂直型芯、悬臂型芯等。
型芯由型芯体和型芯头组成。型芯上用于形成防爆正压柜铸件的内腔形状或局部外形的部分被称为型芯体;型芯上突出的,放置在型腔中的芯座内,不形成防爆正压柜铸件轮廓,仅起定位和支撑型芯作用的部分被称为型芯头;它们同样是影响防爆正压柜铸件质量的重要因素之一。
根据合箱时型芯在砂型中的安放位置不同,型芯头分为垂直型芯头和水平型芯头。
1.垂直型芯头
垂直型芯头如图9所示,分上芯头和下芯头。芯头的高度(h)与型芯头大端的直径(d)有关,直径越大高度越高,例如,当型芯头大端的直径不大予250mm时,高度为直径的1~7倍。芯头的斜度与芯头高度有关,下芯头的高度(h)要大一些,斜度(口)要小一些,以便于型芯安装和稳定,倒如斜度可以选5o-10o;上芯头的高度要小一些,斜度要大一些,以便于合箱,例如斜度可以选6o-15o。
在图9中,S表示型芯头与型芯座之间应该具有的间隙,通常取1-4mm。这样的间隙有利于铸型的装配。图10中的S也是如此。
2.水平型芯头
水平型芯头如图10所示,有一个芯头。芯头的长度(Z)取决于型芯头大端(或型芯座)的直径(d)和型芯体的长度(L)。对于悬臂型芯,型芯头应该适当地长一些,型芯座(芯头)应该具有一定的斜度(口),这样便于下芯和支撑型芯,还可以防止型芯下垂或被浇注金属液抬起。
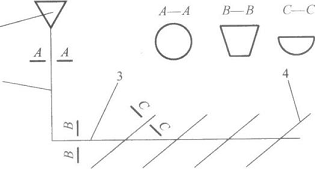
1-上芯头;2-型芯(体);3-型腔;4-下芯头
图9垂直型芯头示意图 1-上芯头2-型芯(体) 3-型腔 4-下芯头
在图10所示水平型芯头(悬臂型芯)的情况下,有时可能需要使用型芯撑来加固型芯(图11),例如,当型芯体的长度L大于100mm时。
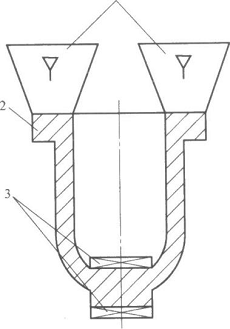
1-水平型芯;2-型腔型芯撑示意图
图10水平型芯头(悬臂型芯)
这里需要说明的名词术语是:
“型芯撑”是指在铸型组装时用于支撑型芯和(或)部分铸型的具有某种形状和一定尺寸并经过表面处理的金属构件。
在砂型铸造中,浇注系统有时不能够保证型芯和.(或卜部分铸铁的正确位置,于是人们使用型芯撑来支持和固定这些型芯和铸型。
型芯撑,通常使用和浇注金属液相同或相近的材料制作,表面需经清洁和镀锡处理,以便于在浇注时和浇注金属液熔接。但是,尽管如此,还是常因熔搪不牢两产生气孔,影响
防爆正压柜铸件的品质。此外,型芯撑还影响防爆正压柜铸件表面的机械加工质量。因此,型芯撑常用于防爆正压柜铸件上不需要机械加工的表面;对于机械加工的表面,在铸型装配时通常不使用垄芯捧。